


一台新购的蜗轮箱减速机是需要一个磨合期的,正确的磨合可以大大延长蜗轮箱减速机的寿命。在使用前,操作人员应当接受生产厂家的指导、培训,或详细阅读蜗轮箱减速机的使用说明书,了解蜗轮箱减速机的结构、性能,并拥有一定的操作及维护经验后才能操作减速机。在操作减速机前,一定要先阅读使用维护说明书,按说明书的要求进行操作、保养。并长期保存资料,便于以后的维护保养。

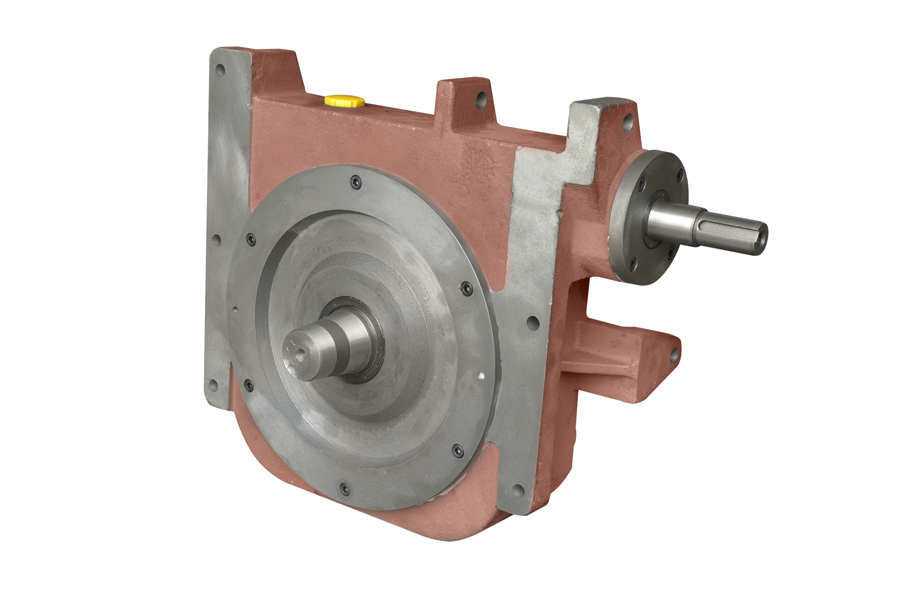
蜗轮减速箱的机箱通常采用铸铁来铸成,仅有少量重型减速箱用铸钢。减速机箱壳由箱座和箱盖两部分组成,其剖分面则通过传动的轴线。箱壳上安装轴承的孔必须精确,以以保证齿轮轴线相互位置的正解性。箱座与箱盖用螺栓联接,并用两个定位销来精确固定箱盖和箱座的相互位置。螺栓的布置要合理,应考虑使用扳手时所需活动的空间。在轴承周边的螺栓,其直径可以稍大些,尽量靠近轴承。

蜗轮箱减速机淬火的方法介绍:一:盐炉加热温度840~850℃,保温10min,水冷,低温回火。
金相分析和硬度测试:蜗杆齿根部硬度都在50HRC以上,淬硬层深度约2.5mm。磁粉探伤和金相分析发现大部分蜗杆有细小裂纹,裂纹都位于齿根部,平均长度4~5mm,这是因为蜗杆齿根部的直径正好处于45钢常规淬火危险尺寸范围内。二:盐炉亚温加热780~790℃,保温10min,水冷,低温回火。
金相分析和硬度测试:蜗杆齿部硬度都在45HRC以上,淬硬层深度约2mm,显微硬度检测发现硬度梯度分布合理。磁粉探伤检测和金相分析均未发现蜗杆有淬火裂纹。



